Alüminyum Ekstrüzyon İşlem Adımları
1. Alüminyum hammadde olarak prosese giriş şekillerine bilet denir. Alüminyum biletler 350 – 500 C dereceye kadar ısıtılırlar
2. Bilet istenilen ısı derecesine ulaşmasının ardından üstüne yağlama maddesi ince bir film olarak aktarılır. Isı sebebi ile kalıp ve malzemenin birbirine yapışmasını engelleyecektir.
3. Bilet taşıyıcıya aktarılır
4. Ram kabının içine kadar sırayla bilet kütükleri itilir
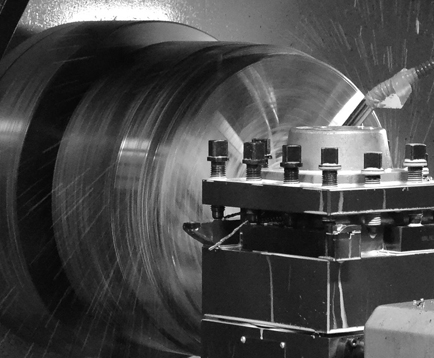
5. Kalıptan daha büyük olan alüminyum bilet kütükleri taşıyıcı duvarlar ile tam temas halinde iken karşıdaki kalıp tarafından ezilir. Alüminyum kalıp boyunca itilirken sıvı azot işlemi soğutmak için kalıbın etrafından akar. Bazı durumlarda sıvı azot yerine azot gazı kullanılır.
6. Basınç sonucu bilet alüminyum kalıbın boşluğundan sıkılarak çıkmaya başlar
7. Ekstrüzyon işlemi sırasında sıcaklık anlık olarak ölçülüp kaydedilir. Sıcaklığı bilmenin amacı maksimum basınç hızlarını koruyabilmektir. Ekstrüzyonda hedef çıkış sıcaklığı alüminyumun alaşımına da bağlıdır. Örneğin 6063, 6463, 6063A ve 6101 için çıkış sıcaklığı en az 500 C dir
8. Profil çekilmesi sırasında, ekstrüzyon çıkışı soğutma tablosunun uzunluğu boyunca bir dizi fanlar ile soğutulur
9. Bilet kütüğü üzerinde oksitli kısım atılır.
10. Alüminyum Profil istenen uzunluğa ulaştığında Profil testere yardımı ile kesilir.
11. Kesilen Alüminyum Profil soğutma masasında transfer edilir.
12. Alüminyum Profil tabla boyunca hareket edilip soğutulduktan sonra bir sonraki bölüme aktarılarak gerdirme ve hizalama işlemlerine tabi tutulur.( Bu kısım önemli maliyet ve iş gücü kaybı açısından bu işlemi es geçen firmalar olabilmektedir.)
13. Bir sonraki adım kesme testeresidir. Alüminyum Profil kesme testeresine aktarılıp müşteri talebine göre belli uzunluklar ile kesilmektedir.
14. Profiller kesildikten sonra termik sepetlerine dizilerek fırın içerisine taşınır kontrollü bir sıcaklık ortamında yaşlandırma(termik) işlemi yapılarak alüminyum sertleştirilir. ( Bu kısım önemli maliyet ve iş gücü kaybı açısından bu işlemi es geçen firmalar olabilmektedir.)
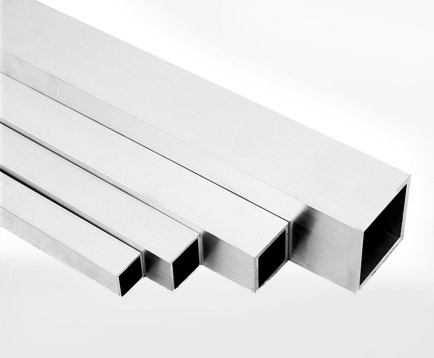
15. Termik işlemi yapılan profiller herhangi bir yüzey işlem( eloksal kaplama, boyama, ahşap transfer vb…) veya mekanik işlem yapılmayacaksa paketlenerek teslimata hazır hale getirilir.
Button Text