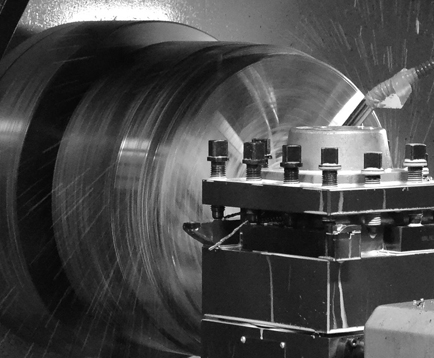
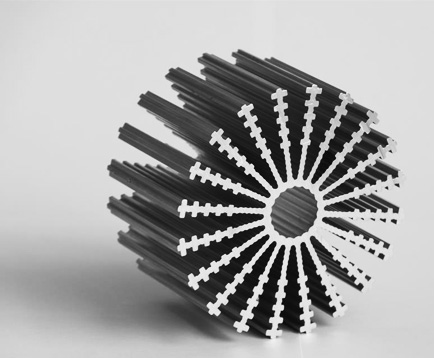
1. Переработка сырья в качестве алюминиевого сырья называется заготовкой. Алюминиевые билеты нагреваются до 350-500 градусов по Цельсию. 2. Как только заготовка достигает желаемой температуры, смазка переносится в пленку в виде тонкой пленки. Теплота предотвратит прилипание формы и материала. 3. Заготовка передается перевозчику. 4. Журналы последовательно помещаются в корпус ОЗУ. 5. Алюминиевые заготовки, большие, чем форма, находятся в полном контакте с несущими стенками, противоположными противолежащей форме. Когда алюминий проталкивается через форму, жидкость течет вокруг формы, чтобы охладить азотный процесс. В некоторых случаях вместо жидкого азота используется азот. 6. Финишер давления начинает сжимать полость алюминиевой формы заготовки. 7. Температура моментально измеряется и регистрируется во время процесса экструзии. Знание температуры - это способность поддерживать максимальный уровень давления. Температура на выходе в экструдере также зависит от алюминиевого сплава. Например, для 6063, 6463, 6063А и 6101 температура на выходе составляет по меньшей мере 500 ° С. 8. Во время нанесения рисунка выходное отверстие для экструзии охлаждается рядом вентиляторов по длине стола охлаждения. 9. Окисленный материал отбрасывается в блоке заготовки. 10. Когда алюминиевый профиль достигнет желаемой длины, он разрезан профильной пилой. 11. Вырезанный алюминиевый профиль передается в секцию охлаждения. 12. Алюминиевый профиль продвигается, транспортируется и охлаждается, затем следующая партия переносится, растягивается и выровняется (это важно, могут быть компании, которые этого не делают с точки зрения затрат и потерь рабочей силы). 13. Следующим шагом будет режущая пила. Алюминиевый профиль переносится на режущую пилу и разрезается по длине в соответствии с запросом клиента. 14. После того, как профили разрезают, их помещают в термальные корзины и транспортируют в печь. Алюминий закаливается путем старения (термическая обработка) в контролируемой температурной среде. (Этот раздел важен, компании, которые этого не делают с точки зрения затрат и потери работы.) 15. Термообработанные профили должны быть упакованы и готовы к поставке, если обработка поверхности (анодное покрытие, окраска, передача древесины и т. Д.) Или механическая обработка не выполняются.
Button Text